焊条盒或说明书上有AC或DC的字母,这两个字母是什么意思呢,很多焊工是一头雾水,不明白是啥。
如果只有一家焊条写也罢了,都写AC或DC的字母那肯定是有用。
一般都写在电流的后面,那肯定和电有关了。
AC是交流电源的意思,DC是直流电源的意思。
AC交流电流全称Alternating Current,是指电流方向随时间作周期性变化的为交流电。
DC直流电全称Direct Current,又称“恒流电”,恒定电流是直流电的一种,是大小和方向都不变的直流电。
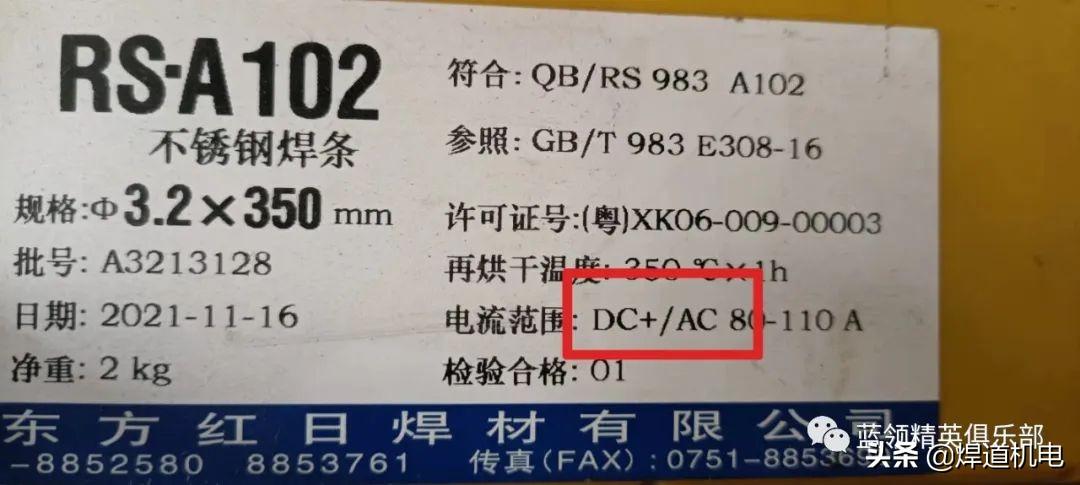
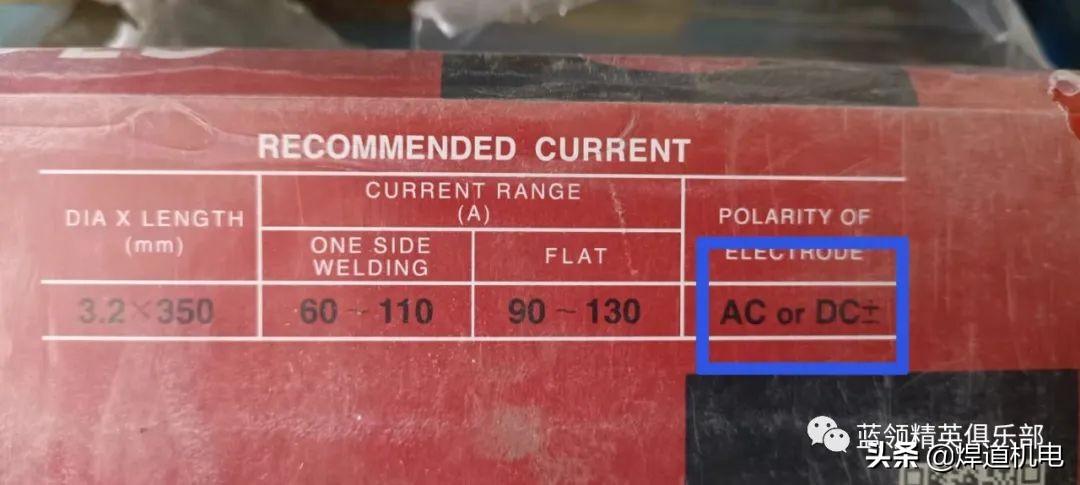
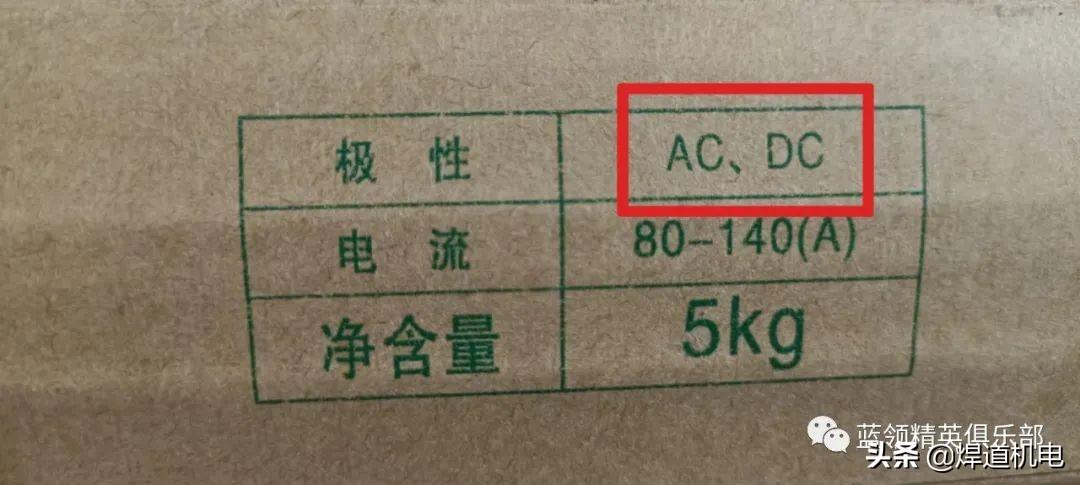
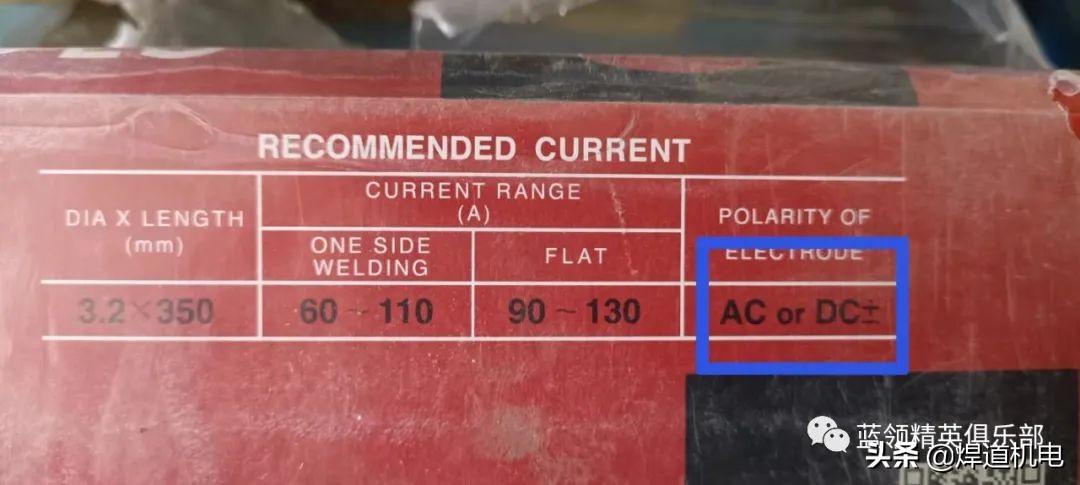
看到这里也明白了,DC是直流电,这个焊条用直流焊机焊接,用交流焊机是不行的,同时有AC或DC的字母,那说明交流焊机和直流焊机都可以用。
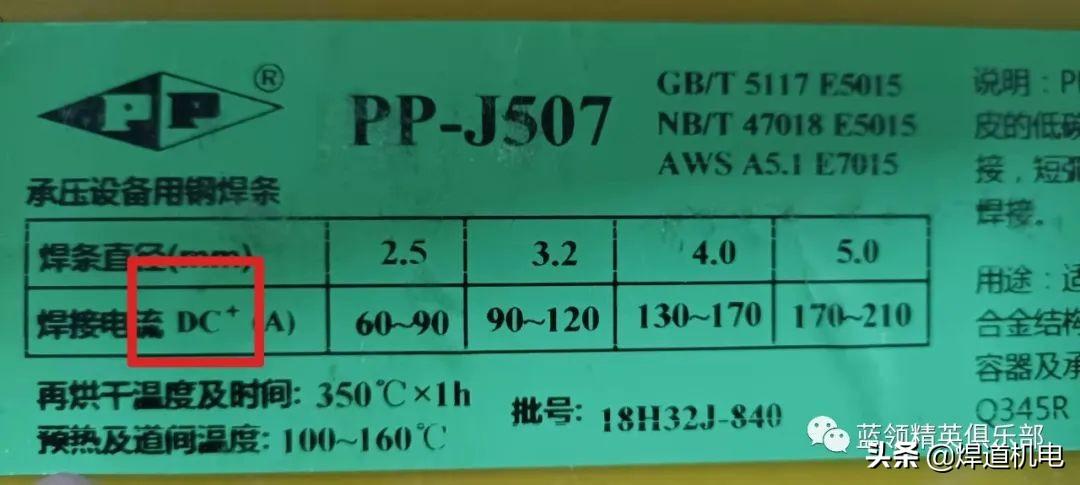
那“DC+”后面还有一个“+”号有什么意义呢?
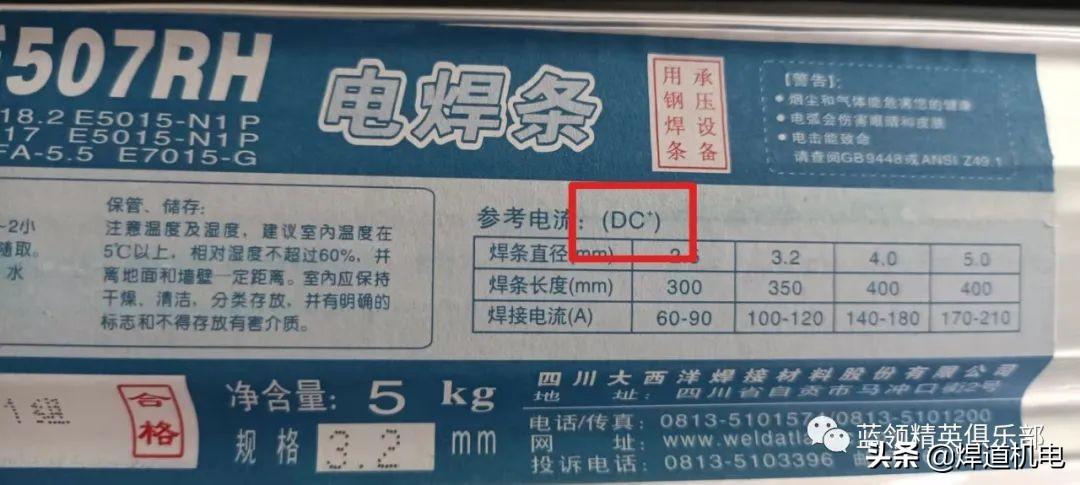
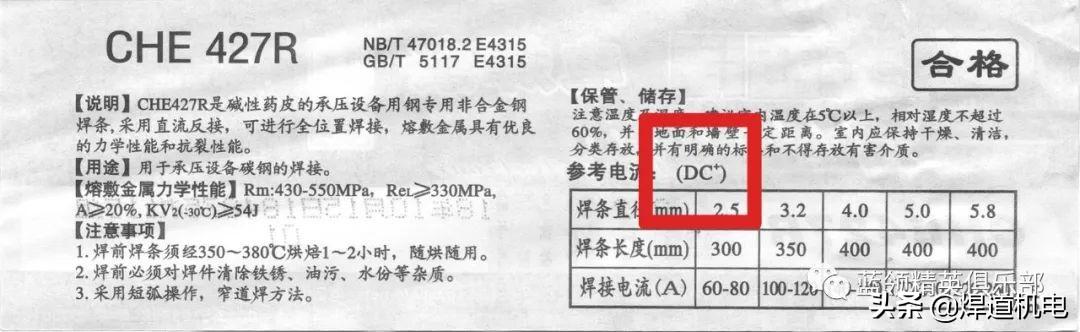
这个就是代表焊机的正负极,DC+是焊条接在正极上才能就行焊接,也是直流反接的意思。
全能型极性
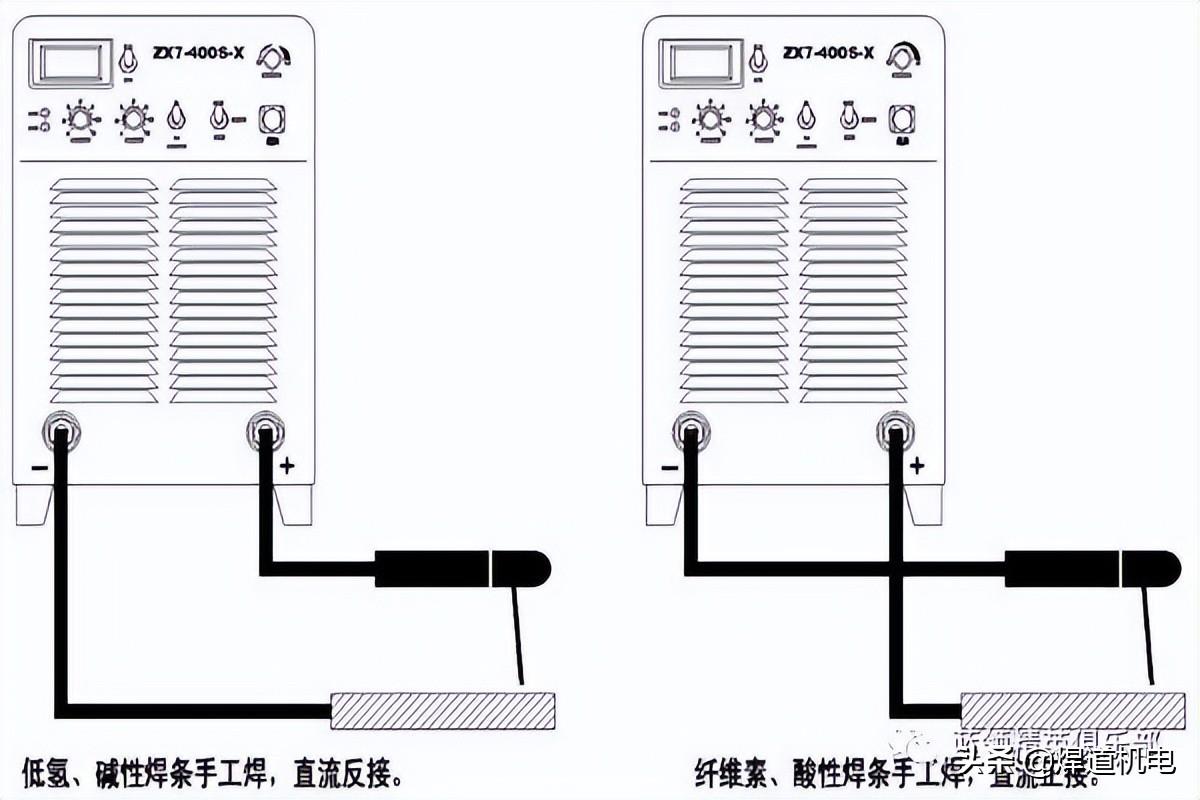
直流电弧焊时,焊件接电焊机输出端的正极,焊枪(焊钳)接输出端的负极的接线法,叫“正接法”也称正极性,即直流正接。
直流电弧焊时,焊件接电焊机输出端的负极,焊枪(焊钳)接输出端的正极的接线法,叫“反接法”也称反极性。,即直流反接。
我们可以用简单的记忆法,地线接负极为直流反接,地线接正极为直流正接。我们不用记焊把钳的极性,那样会混淆。
如果没有说明书,我们怎么分辨焊条用直流还是交流,其实我们从焊条的牌号也可以看出来,焊条牌号和焊条型号还分不清的焊友可以看【焊条的牌号与型号是什么意思,不知道的焊工抓紧收藏。。。】
看焊条牌号末位,牌号末位数字表示具体的含义:
焊条牌号末位数字 | 药皮类型 | 电流类型 |
0 | 不规定药皮类型 | 不规定适用电流类型 |
1 | 氧化钛型药皮 | AC、DC |
2 | 氧化钛钙型药皮 | AC、DC |
3 | 钛钙型药皮 | AC、DC |
4 | 氧化铁型药皮 | AC、DC |
5 | 高纤维素型药皮 | AC、DC |
6 | 低氢钾型药皮 | AC、DC |
7 | 低氢钠型药皮 | ADC |
8 | 石墨型药皮 | AC、DC |
9 | 盐基型药皮 | DC |
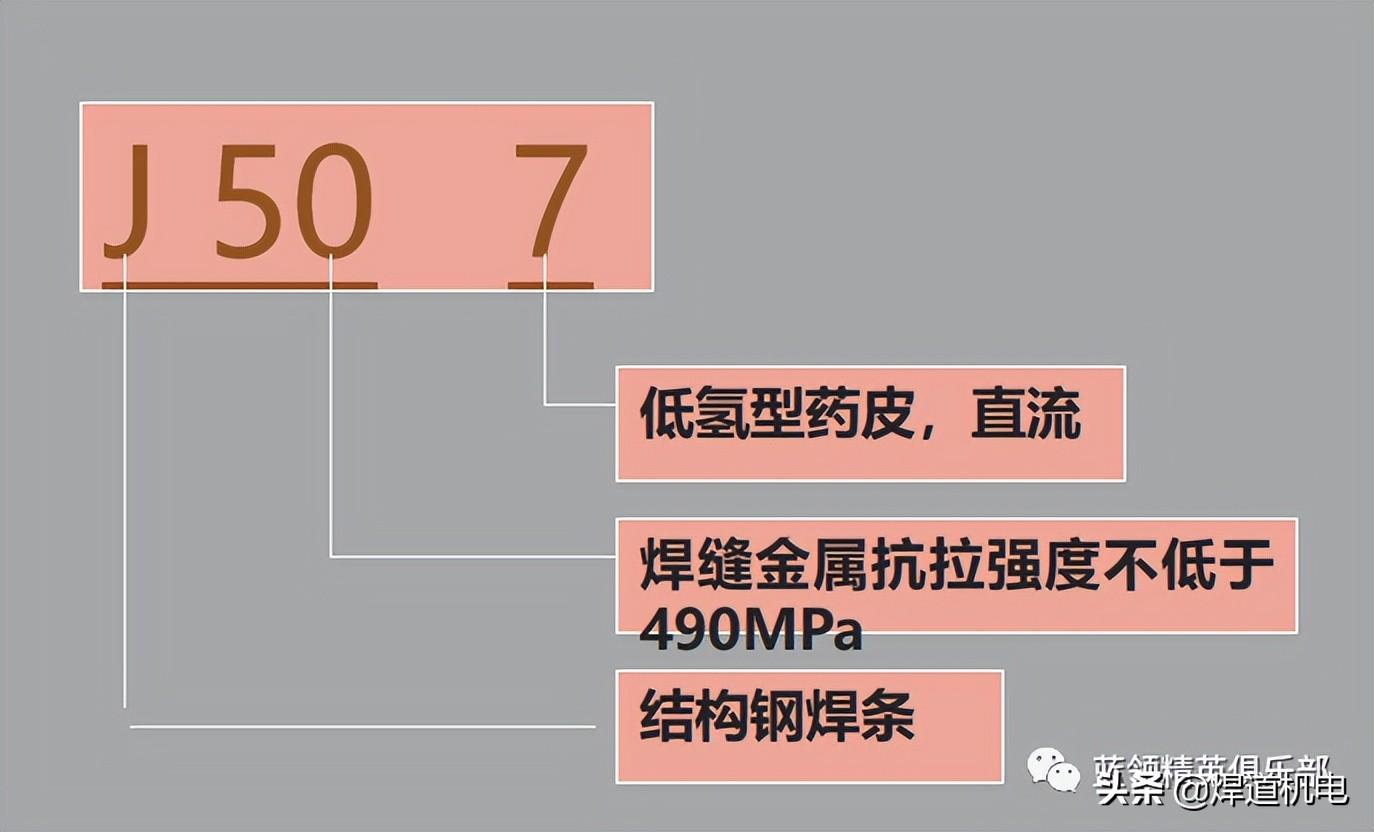
从中我们可以看出,只有焊条牌号末位是7、9的是需要直流焊机,其它的都是交直流两用。比如J507末尾是7,所以要用直流焊机才可以焊接,J422末尾是2,交直流焊机都可以焊接。
末尾1-7的焊条,我们常用的不锈钢焊条、碳钢焊条、合金钢焊条都包括在里面。
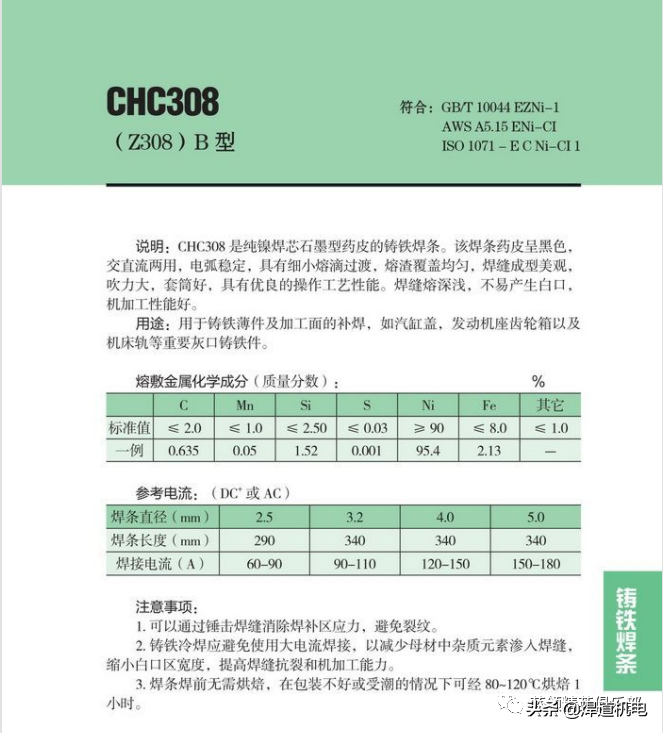
末尾是8的焊条是石墨型铸铁焊条,比如Z208、Z308、Z408、Z508焊条。
末尾是9的盐基型焊条,是铝及铝合金焊条,如L209,相对应用较少。
从焊条牌号可以看出是用直流焊机,还是交流焊机,但直流正接还是直流反接看不出。
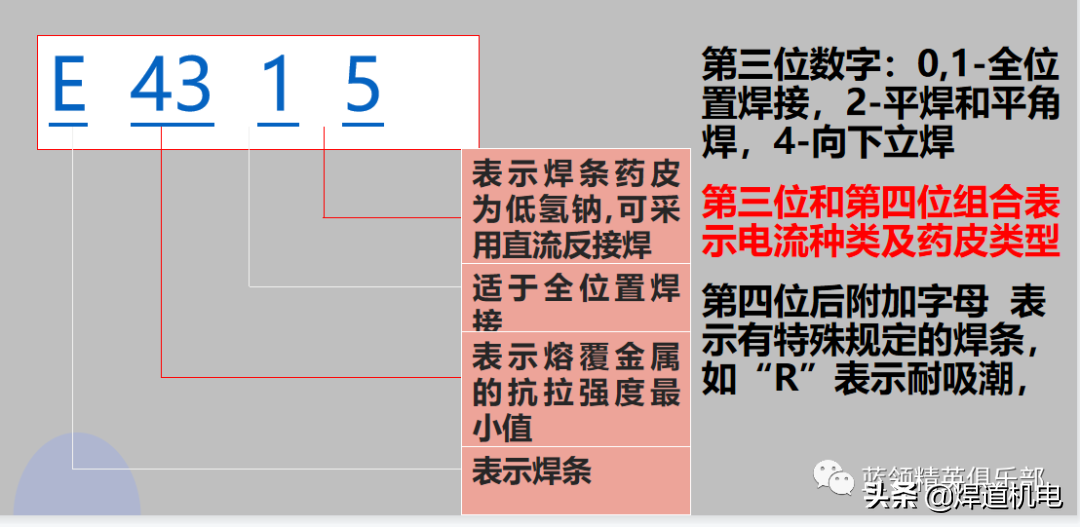
第三位和第四位组合表示电流种类及药皮类型,从焊条型号可以更详细的看出正反接。
E4315型号的焊条就是J427焊条,都能对应。
碳钢焊条组合的含义:
焊条型号3、4位组合 | 药皮类型 | 电流类型 |
00 | 特殊性 | 交流或直流反接 |
01 | 钛铁矿型 | 交流或直流反接 |
03 | 钛钙型 | 交流或直流反接 |
10 | 高纤维素钠型 | 直流反接 |
11 | 高纤维素钾型 | 交流或直流反接 |
12 | 高钛钠型 | 交流或直流正接 |
13 | 高钛钾型 | 交流或直流正、反接 |
14 | 铁粉钛型 | 交流或直流正、反接 |
15 | 低氢钠型 | 直流反接 |
16 | 低氢钾型 | 交流或直流反接 |
18 | 铁粉低氢型 | 交流或直流反接 |
20 | 氧化铁型 | 交流或直流正接 |
22 | 氧化铁型 | 交流或直流正、反接 |
23 | 铁粉钛钙型 | 交流或直流正、反接 |
24 | 铁粉钛型 | 交流或直流正、反接 |
27 | 铁粉氧化铁型 | 交流或直流正接 |
28 | 铁粉低氢型 | 交流或直流反接 |
48 | 铁粉低氢型 | 交流或直流反接 |
不锈钢焊条型号尾部两位数字含义:
型号 | 药皮类型 | 电流类型 |
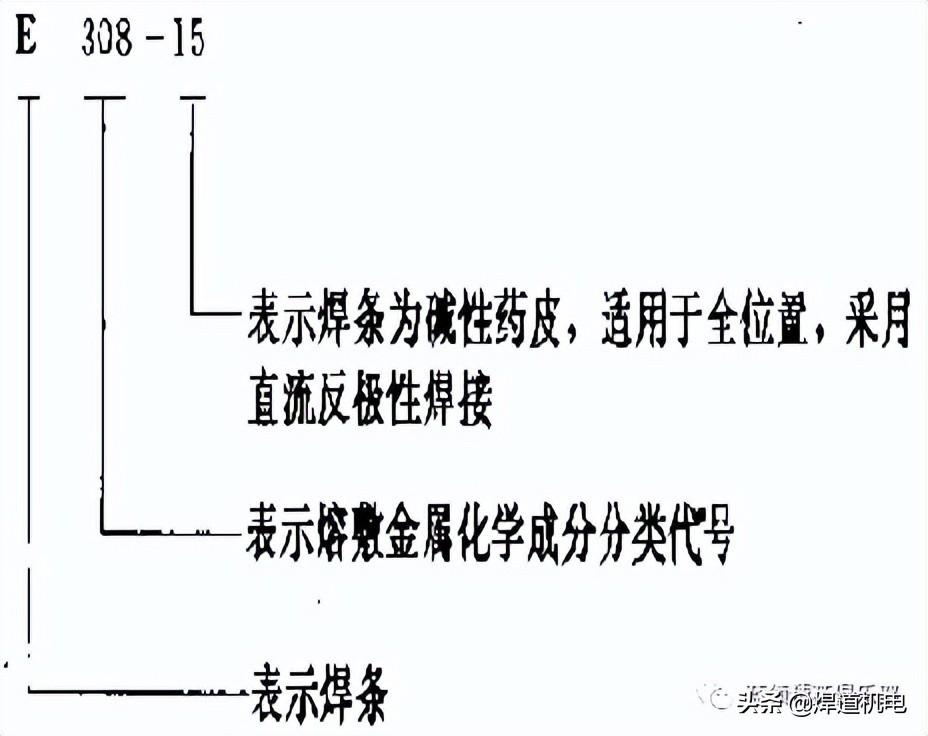
E XXX(X)-15 | 碱性低氢型 | 直流反接 |
E XXX(X)-25 | 碱性低氢型 | 直流反接 |
E XXX(X)-16 | 低氢型、钛型或钛钙型 | 交流或直流反接 |
E XXX(X)-17 | 低氢型、钛型或钛钙型 | 交流或直流反接 |
E XXX(X)-26 | 低氢型、钛型或钛钙型 | 交流或直流反接 |
如何确定焊条是用直流正接还是直流反接如何确定焊条是用直流正接还是直流反接如何确定焊条是用直流正接还是直流反接如何确定焊条是用直流正接还是直流反接